題-1.png)
服務(wù)熱線電話:
13931792655
研磨平板的平面性對工件平面性的影響
手工研磨時,,工件相對于研磨平板要有往復(fù)直線
運(yùn)動,。所以在工件上必受有水平分力,以克服研磨平
板的切削力,。水平分力和研磨平板的切削力不可能作
用在同一平面上,,因而工件上必受有一個方向隨著運(yùn)
動方向而改變的力矩的作用,。圖中3為手工研磨角度量塊
時的工件受力情景。圖中P1為研磨平板對工件的切削
力,, P2為作用在角度量塊上的水平分力,。P1和P2構(gòu)成一
個力矩,在這個力矩的作用下,,角度量塊接近兩端A,、B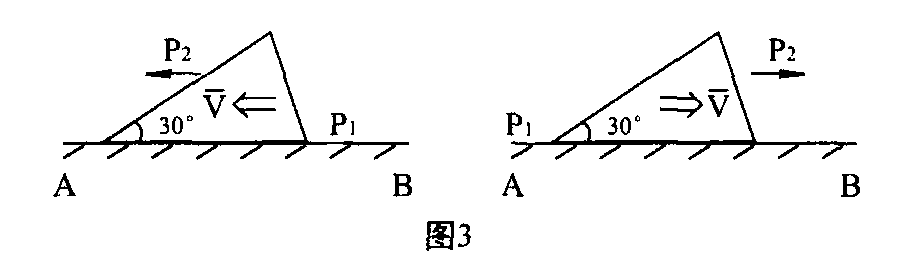
處去屑量較大,因而當(dāng)采用平的研磨平板時,、研出的
工件平面性將是形的,。為了消除這一平面性誤差,
必使用具有_形量的研磨平板,,這樣才能_研
磨出的工件立即進(jìn)行測量時為凹形,,等溫后才有良好
的平面性。
凸研磨平板的凸形量為多少為_,?這要由被研磨
工件的種類,、規(guī)格、手持工件的方式而定,。例如當(dāng)采
用手工研磨的方法用手直持角度量塊研磨時,,為了獲
得好的平面性,對于工作角的標(biāo)稱值小于30°的角度
量塊,,要求研磨平板在用φ 80的2級平晶測量時,,
應(yīng)凸3-4條光波干涉帶;對于工作角的標(biāo)稱值大30于°
的角度量塊,,則要求研磨平板的平面性凸2-3條光波干
涉帶,。在采用如圖所示的手工研磨大于100mm的量塊
時,當(dāng)量塊的標(biāo)稱尺寸在125-300mm范圍內(nèi),,要求研磨
平板的平面性應(yīng)凸1-1.5條光波干涉帶,;當(dāng)量塊的標(biāo)稱
尺寸在300-600mm范圍時,要求研磨平板的平面性應(yīng)凸
1.5-2條光波干涉帶,; 當(dāng)量塊的標(biāo)稱尺寸在
600-1000mm范圍時,要求研磨平板的平面性應(yīng)凸2-3條光波
干涉帶,。這樣,,才能_研磨出的工件具有良好的平
面性。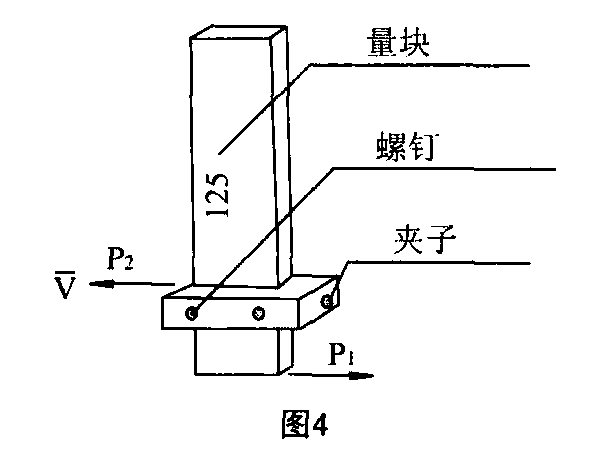
在大批量生產(chǎn)中,,一般是把研磨平板預(yù)先修正為
具有所需要的凸形量,。因為把研磨平板修正為所需要
的凸形量,是一件復(fù)雜而費(fèi)時的事,,所以在單件和小
批生產(chǎn)中,,常采用燈泡將研磨平板局部加熱的方法,
以求得到所需要的研磨平板凸形量。
一般而論,,在手工研磨中,,只有熟練掌握了作用
力,溫度和研磨平板的平面性對工件的平面性的綜合
影響,,才能研制出具有理想平面性的高精度量具,。
運(yùn)動,。所以在工件上必受有水平分力,以克服研磨平
板的切削力,。水平分力和研磨平板的切削力不可能作
用在同一平面上,,因而工件上必受有一個方向隨著運(yùn)
動方向而改變的力矩的作用,。圖中3為手工研磨角度量塊
時的工件受力情景。圖中P1為研磨平板對工件的切削
力,, P2為作用在角度量塊上的水平分力,。P1和P2構(gòu)成一
個力矩,在這個力矩的作用下,,角度量塊接近兩端A,、B
處去屑量較大,因而當(dāng)采用平的研磨平板時,、研出的
工件平面性將是形的,。為了消除這一平面性誤差,
必使用具有_形量的研磨平板,,這樣才能_研
磨出的工件立即進(jìn)行測量時為凹形,,等溫后才有良好
的平面性。
凸研磨平板的凸形量為多少為_,?這要由被研磨
工件的種類,、規(guī)格、手持工件的方式而定,。例如當(dāng)采
用手工研磨的方法用手直持角度量塊研磨時,,為了獲
得好的平面性,對于工作角的標(biāo)稱值小于30°的角度
量塊,,要求研磨平板在用φ 80的2級平晶測量時,,
應(yīng)凸3-4條光波干涉帶;對于工作角的標(biāo)稱值大30于°
的角度量塊,,則要求研磨平板的平面性凸2-3條光波干
涉帶,。在采用如圖所示的手工研磨大于100mm的量塊
時,當(dāng)量塊的標(biāo)稱尺寸在125-300mm范圍內(nèi),,要求研磨
平板的平面性應(yīng)凸1-1.5條光波干涉帶,;當(dāng)量塊的標(biāo)稱
尺寸在300-600mm范圍時,要求研磨平板的平面性應(yīng)凸
1.5-2條光波干涉帶,; 當(dāng)量塊的標(biāo)稱尺寸在
600-1000mm范圍時,要求研磨平板的平面性應(yīng)凸2-3條光波
干涉帶,。這樣,,才能_研磨出的工件具有良好的平
面性。
在大批量生產(chǎn)中,,一般是把研磨平板預(yù)先修正為
具有所需要的凸形量,。因為把研磨平板修正為所需要
的凸形量,是一件復(fù)雜而費(fèi)時的事,,所以在單件和小
批生產(chǎn)中,,常采用燈泡將研磨平板局部加熱的方法,
以求得到所需要的研磨平板凸形量。
一般而論,,在手工研磨中,,只有熟練掌握了作用
力,溫度和研磨平板的平面性對工件的平面性的綜合
影響,,才能研制出具有理想平面性的高精度量具,。
產(chǎn)品目錄

公司動態(tài)
聯(lián)系我們
泊頭市鴻信德精密機(jī)械裝備廠
廠址:河北省泊頭市郝村鎮(zhèn)萬寨村
手機(jī):13931792655
13931796255
網(wǎng)址:heixu.cn
郵箱:[email protected]
廠址:河北省泊頭市郝村鎮(zhèn)萬寨村
手機(jī):13931792655
13931796255
網(wǎng)址:heixu.cn
郵箱:[email protected]
公司名稱:泊頭市鴻信德精密機(jī)械裝備廠 公司地址:河北省泊頭市郝村鎮(zhèn)萬寨村 電話:13931792655 傳真:0317-8087658 手機(jī):13931792655 網(wǎng)址:http://heixu.cn
鴻信德機(jī)械 2011(C)版權(quán)所有 并對網(wǎng)站所有內(nèi)容保留解釋權(quán) 冀ICP備13003038號-1
PowerBy:速貝·網(wǎng)搜寶 網(wǎng)站建設(shè):中科四方 技術(shù)支持:速貝微博
